полезная информация
ГОСТы металлопроката.
- Арматура рифленая – ГОСТ 5781-82
- Балка (двутавр) – СТО АСЧМ 20-93 или ГОСТ 8239-89
- Квадрат – ГОСТ 2591-88
- Круг – ГОСТ 2590-88
- Уголок горячекатаный равнополочный – ГОСТ 8509-93
- Уголок горячекатаный неравнополочный – ГОСТ 8510-93
- Уголок гнутый равнополочный – ГОСТ 19771-93
- Уголок гнутый неравнополочный – ГОСТ 19772-93
- Труба круглая бесшовная – ГОСТ 8732-78 или ГОСТ 8734-75
- Труба круглая водогазопроводная ВГП – ГОСТ 3262-75
- Труба круглая электросварная прямошовная – ГОСТ 10704-91
- Труба квадратная – ГОСТ 8639-82 или ГОСТ 30245-94
- Труба прямоугольная – ГОСТ 8645-68 или ГОСТ 30245-94
- Швеллер горячекатанный – ГОСТ 8240-97
- Швеллер гнутый неравнополочный – ГОСТ 8281-80
- Швеллер гнутый равнополочный – ГОСТ 8278-83
- Шестигранник горячекатаный – ГОСТ 2879-88
- Лист стальной горячекатаный и холоднокатаный – ГОСТ 19903-90 и ГОСТ 19904-90
- Лист стальной рифленый – ГОСТ 8568-77
- Лист стальной оцинкованный – ГОСТ 14918-80
- Лист профилированный ПРОФНАСТИЛ – ГОСТ 24095-94 или ТУ 14-116-16-92
- Лист просечно-вытяжной ПРОСЕЧКА – ГОСТ 8706-78 или ТУ 36.26.11-5-8
- Полоса горячекатаная – ГОСТ 103-76
- Проволока сварочная – ГОСТ 2246-70
- Сетка плетеная РАБИЦА – ГОСТ 5336-80
Типы сварных соединений.
Сварные швы неоднородны по своей структуре и включают следующие зоны: зона основного металла, сварного шва, сплавления и термического влияния. См. рис.1.
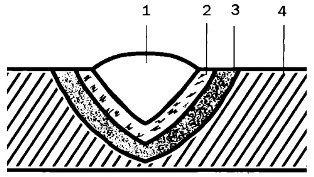
Рис. 1. Зоны сварного соединения: 1 - сварной шов, 2 - зона сплавления, 3 - зона термического влияния, 4 - зона основного металла.
Различают следующие виды сварочных соединений (см. Рис.2):

Рис. 2. Виды сварных соединений: а - стыковое, б - тавровое, в - угловое, г - нахлесточное, д - прорезное, ж - с накладками (1,2,3 - основной металл, 2 – накладка), з - с электрозаклепками.
a) Стыковые.
Это наиболее распространенный вид соединений для различных методов сварки, обладающий некоторым рядом преимуществ, по сравнению с другими: высокая производительность сварки, минимизация расхода свариваемого и наплавляемого металла, высокая прочность при правильном соблюдении технологии сварки, отсутствие собственных конструктивных напряжений. При этом такие соединения требуют тщательной подготовки кромок и точности взаимного расположения кромок деталей при сборке под сварку.
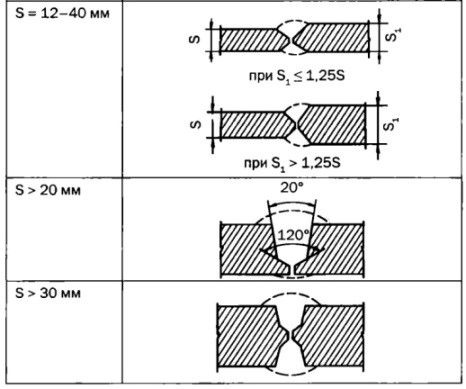
При большой толщине кромок применяется чашеобразная разделка, для толщины 20...50 мм — односторонняя, свыше 50 мм — двусторонняя. Стыковые соединения широко применяются при сварке листов, труб, сортового металлопроката.
б) Тавровые.
Вертикальный элемент таврового соединения должен иметь обрезную кромку. Скос рекомендуется делать с обеих сторон, при невозможности провара — только с одной стороны. При этом должен быть обеспечен зазор между вертикальной и горизонтальной деталью для проваривания на всю толщину листа. Тавр используется для соединения листовых заготовок.
в) Угловые.
Примеры угловых соединений показаны на рис. 2, в. Они могут быть односторонними или двусторонними для увеличения прочности. Применяются также при сварке листовых, фасонных и трубных заготовок. Угол наклона заготовок может быть различным, требуется предварительная разделка кромок.
г) Нахлесточные.
Такие соединения в основном используются при точечной и контактной сварке, т. к. в остальных случаях неоправданно увеличивается расход основного и электродного металла. В случае нахлесточного соединения разделка кромок под углом не требуется, но они должны быть обрезными. Для исключения коррозии между листами рекомендуется проваривать соединение с обеих сторон.
д) Прорезные.
Они применяются тогда, когда необходимо усилить нахлесточное соединение. Прорезь делают в открытом или закрытом варианте.
ж) С накладками (в т.ч. торцевые).
Такие соединения тоже используют как вариант усиления стыковых или нахлесточных соединений. Примером может являться применение укрепляющих колец на внутренней поверхности при сборке-сварке обечаек емкостей.
Торцевые - В этом варианте листы накладывают друг на друга в виде «сэндвича» и сваривают по общим торцам.
8) С электрозаклепками.
Для таких соединений применяется специальное оборудование и специальные расходные материалы (заклепки).
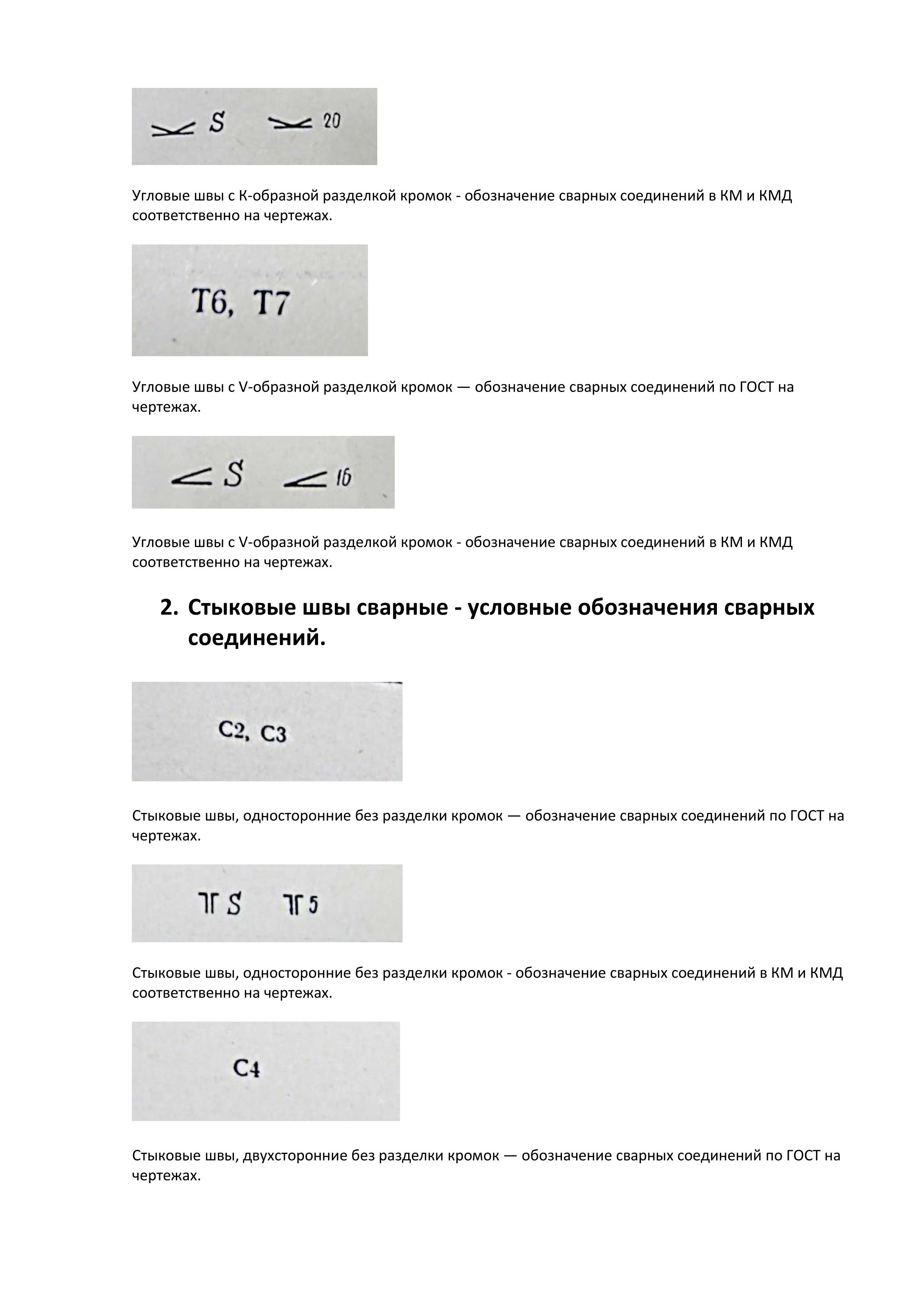
Разделка кромок может быть различной, ее примеры указаны в таблице 1.

Влияние химических элементов на свойства углеродистой стали
Углерод (С) – увеличивает твёрдость, упругость и прочность стали, но снижает пластичность и вязкость. Так же с увеличением углерода ухудшается обрабатываемость стали и её свариваемость.
Фосфор (P) – вредная примесь увеличивающая хладноломкость стали (хрупкость при низкой температуре), но немного улучшающая обрабатываемость.
Сера (S) – вредная примесь увеличивающая красноломкость стали (хрупкость при высокой температуре). Сера увеличивает истираемость стали и уменьшает коррозионную стойкость.
Марганец (Mn) – полезная примесь, не оказывающая влияния на свойства стали. Марганец является раскислителем и уменьшает вредное влияние серы.
Кремний (Si) – полезная примесь, являющаяся активным раскислителем. Особого влияния на свойства стали не оказывает.
Влияние химических элементов на свойства легированной стали
Марганец (Mn) – увеличивает твёрдость, ударостойкость и износоустойчивость, не уменьшая пластичность стали.
Кремний (Si) - увеличивает прочность, кислотостойкость, пластичность и упругость. Является основным легирующим элементом для пружинной стали.
Хром (Cr) – наиболее распространённый элемент, улучшающий твёрдость, прочность и коррозионностойкость. Большое количество хрома в стали (более 12%) делает её нержавеющей.
Никель (Ni) – увеличивает прочность, пластичность и коррозионностойкость стали. Дорогой металл. При содержании никеля более 10% сталь становится жаропрочной.
Алюминий (Al) – улучшает жаропрочность и ударную вязкость стали. Нейтрализует вредное влияние фосфора.
Вольфрам (W) – соединения вольфрама (карбиды) значительно увеличивают твёрдость и красностойкость стали, а хрупкость уменьшают. Дорогой и дефицитный металл.
Молибден (Mo) – увеличивает упругость и стойкость на растяжение. Препятствует образованию коррозии и увеличивает сопротивление окислению при высоких температурах.
Титан (Ti) – увеличивает прочность и плотность стали, а также коррозионностойкость. Улучшает обрабатываемость стали.
Медь (Сu) – увеличивает коррозионную стойкость. Применяется в основном в строительных сталях.
ГОСТ 14098-2014 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкции и размеры.
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
Таблица 1 - Обозначения типов сварных соединений и способов их сварки
|
Тип сварного соединения |
Способ и технологические особенности сварки |
|||
|
Наименование |
Обозначение, номер |
Наименование |
Обозначение |
Положение стержней при сварке |
|
1 |
2 |
3 |
4 |
5 |
|
Крестообразное |
К1 |
Контактная точечная |
Кт |
Любое |
|
К3 |
Дуговая ручная или механизированная* прихватками |
Рп |
||
|
Мп |
||||
|
Стыковое |
С1 |
Контактная стыковая |
Ко |
Горизонтальное |
|
С5 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
||
|
С7 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С8 |
Ванная механизированная под флюсом в инвентарной форме |
Мф |
Вертикальное |
|
|
С10 |
Ванная одноэлектродная в инвентарной форме |
Рв |
||
|
С14 |
Дуговая механизированная порошковой проволокой на стальной скобе-накладке |
Мп |
Горизонтальное |
|
|
С15 |
Ванно-шовная на стальной скобе-накладке |
Рс |
||
|
С17 |
Дуговая механизированная порошковой проволокой многослойными швами на стальной скобе-накладке |
Мп |
Вертикальное |
|
|
С19 |
Дуговая ручная многослойными швами на стальной скобе-накладке |
Рм |
||
|
С21 |
Дуговая ручная или механизированная* швами с накладками из стержней |
Рн |
Любое |
|
|
Мн |
||||
|
С23 |
Дуговая ручная или механизированная* швами внахлестку |
Рэ |
||
|
Мэ |
||||
|
Нахлесточное |
Н1 |
Дуговая ручная или механизированная* швами в среде |
Рш |
Любое |
|
Мш |
||||
|
Н2 |
Контактная по одному рельефу на пластине |
Кр |
Горизонтальное |
|
|
Н3 |
Контактная по двум рельефам на пластине |
Кр |
||
|
Тавровое |
Т1 |
Дуговая механизированная под флюсом без присадочного металла |
Мф |
Вертикальное |
|
Т2 |
Дуговая ручная с малой механизацией под флюсом без присадочного металла |
Рф |
||
|
Т11 |
Дуговая механизированная швами в среде в цекованное или раззенкованное отверстие |
Мз |
||
|
Т12 |
Дуговая ручная валиковыми швами в раззенкованное отверстие |
Рз |
||
|
* Допускается применение любого из перечисленных видов механизированной сварки: в среде либо CO2+Ar, порошковой проволокой, либо порошковой проволокой в среде . |
||||



ГОСТ 24379.1-2012 БОЛТЫ ФУНДАМЕНТНЫЕ. Конструкции и размеры.
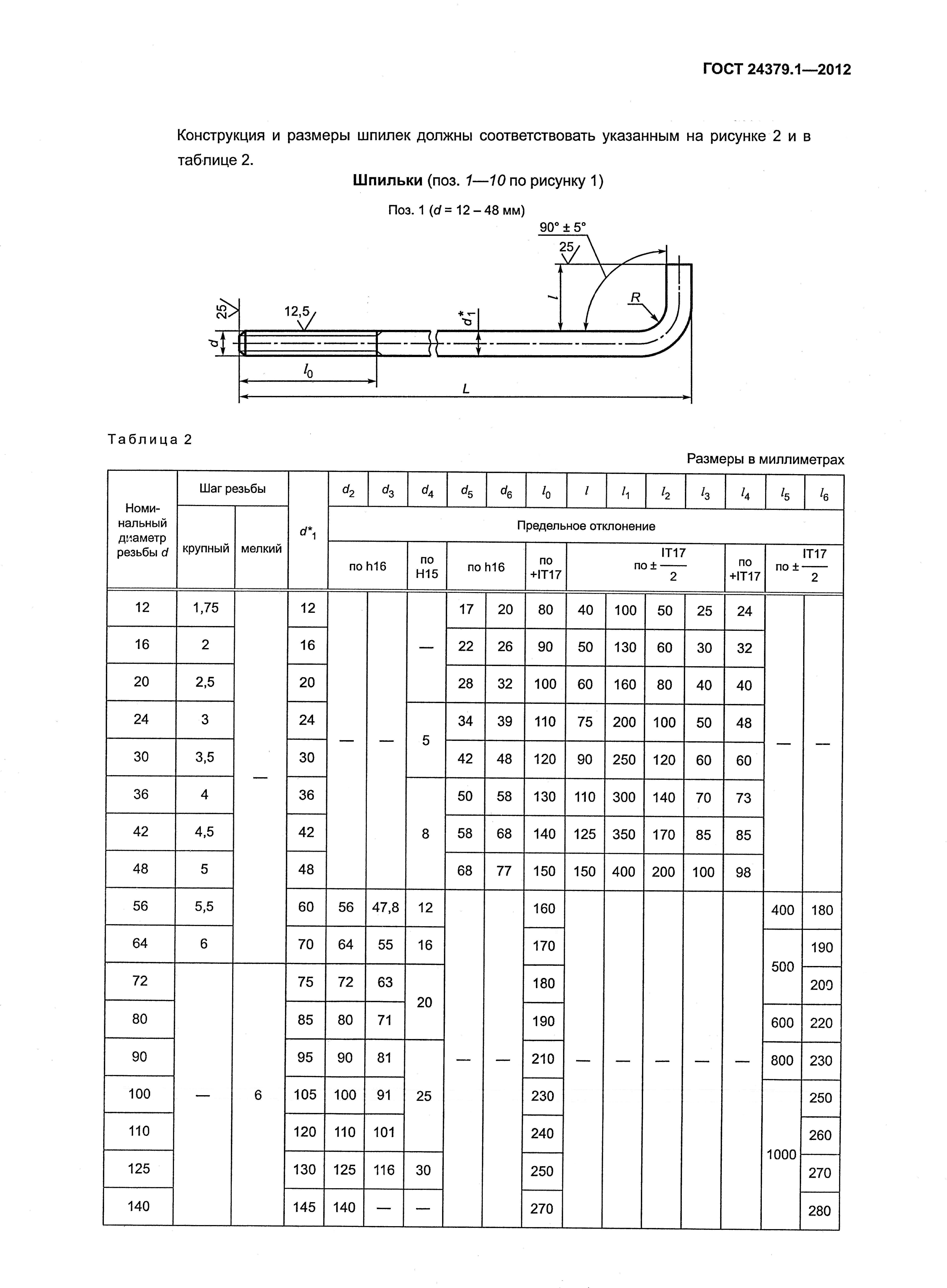
Таблица цветов RAL (RAL CLASSIC)